2023-01-04
一、激光鉆孔行業應用與發展現狀

表1. 激光鉆孔技術與普通鉆孔技術對比表
應用于電路板行業的激光微孔鉆孔設備需要比較高的激光控制技術,目前這種核心技術主要由美國、韓國以及國內的少量廠商掌握,但國內的產品普遍存在微孔錐度、圓度質量不夠穩定、激光功率穩定性差、鉆孔定位精度沒有國外廠商高的問題,導致國內PCB工廠更愿意從國外廠商進口此類設備。然而國外設備不僅價格昂貴,而且交期也不穩定。隨著國際競爭形勢越趨嚴峻,一旦美國、韓國停止對我國供應該設備,國內PCB廠商的生產將受到重大影響,并將引發一系列的產品供應鏈問題。
1、激光成孔的原理
激光是指原子中的電子吸收能量后從低能級躍遷到高能級,再從高能級回落到低能級的時候,所釋放的能量以光子的形式放出。其中紅外光和可見光具有熱能,紫外光具有光學能。激光照射到工件的表面時會發生三種現象,即反射、吸收和穿透。激光鉆孔的原理就是使用激光迅速照射在加工點使其產生熱燒蝕和光化學燒蝕反應,從而除去需要加工的材料。
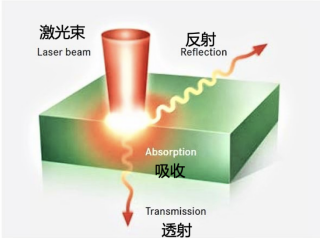
圖1. 激光成孔原理示意圖
2、激光鉆孔的兩種形式
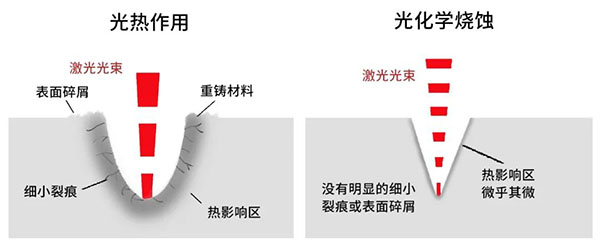
圖2. 光熱作用與光化學燒蝕
3、激光鉆孔工藝
1【單脈沖打孔和沖擊打孔】單脈沖打孔:在最簡單的情況下,通過脈沖能量相對比較高的單脈沖激光束可以非常快地生成很多孔眼。沖擊打孔:使用脈沖能量和脈沖周期很小的多脈沖激光束生成孔眼。沖擊打孔工藝所產生的孔眼比單脈沖打孔深度更大、加工更精確。此外,沖擊打孔工藝可以使孔眼直徑比較小。
2【旋切鉆孔】在旋切鉆孔時,同樣由多脈沖激光束生成孔眼。首先,激光器利用沖擊打孔工藝打出一個初始孔,然后再在工件上方幾個越來越大的環形軌道中移動,將初始孔擴大。在這個過程中,絕大部分的工件材料熔體向下從孔眼中被推出。
3【螺旋打孔】與旋切鉆孔不同,螺旋打孔時不生成初始孔。在開始發射激光脈沖時,會在工件上方的一個環形軌道中移動,使很多材料向上溢出。激光器的運動軌跡就如同一個螺旋樓梯,逐漸向下伸。在這個過程中可以一直引導焦點的位置,使其始終位于孔眼的底部。如果激光已經穿透了工件材料,則機器還要再轉幾圈,將孔眼的底側擴大,使邊緣更加平滑。螺旋打孔生成的孔眼尺寸大、深度大、加工質量高。
三、HiPA激光鉆孔設備
FPC微孔加工鉆孔設備——黃金槍F

圖3. FPC微孔加工鉆孔設備——黃金槍F
設備簡介
高產量低成本,搭載HiPA全新—代激光控制技術,高速高精度的FPC微孔鉆孔設備,可用于各類FPC板材的激光盲孔、通孔、切割、開窗等。
設備亮點
設備整體結構設計靈活緊湊,可配置卷料上下料結構
配置高功率高穩定性355nm紫外激光器,功率穩定(功率衰減小),保證鉆孔質量和效率
搭載HiPA新—代激光控制技術,可在高速加工過程中對激光功率、頻率、位置進行精準控制,提升鉆孔質量,加工速度和精度
自主研發專業鉆孔軟件,實現各種不同方式鉆孔,可根據客戶需求訂制更改
具有能量實時監控及精確校準補償,極大地保證了鉆孔穩定性
視覺監控系統,保障鉆孔穩定性及良率
軟件兼容各類型功能,界面簡單易操作,短時間即可學會基本操作
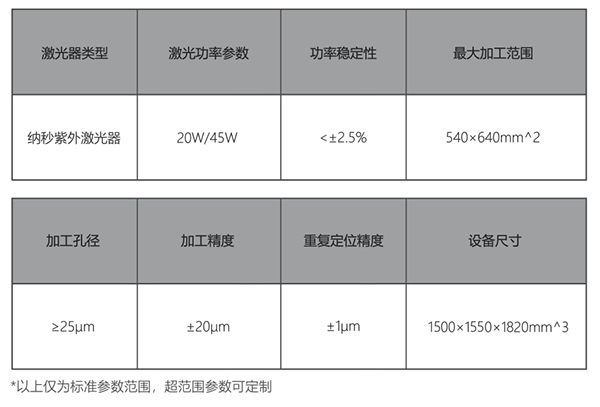
表2. FPC微孔加工鉆孔設備——黃金槍F設備參數
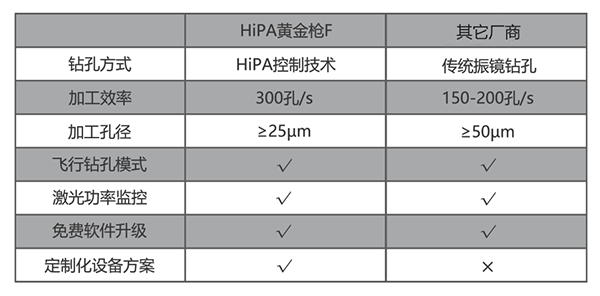
表3. HiPA黃金槍激光鉆孔機優勢與其它廠商設備優勢對比
1、革新性超快激光控制技術
黃金槍激光鉆孔機突破傳統振鏡鉆孔限制,采用新一代HiPA激光控制技術,配合無限視野IFOV模式鉆孔,較國產激光鉆孔設備提速1-2倍。面對上萬孔數難題,效率提升更顯著,輕松助力產能最大化。
2、工藝效果卓越
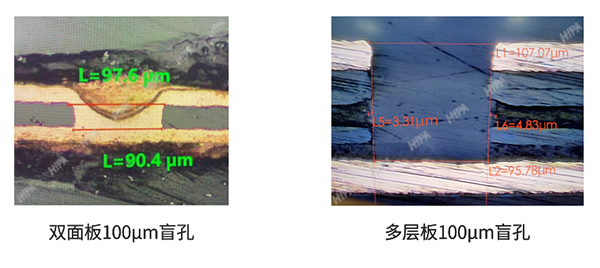
一般隨著孔徑越小,加工難度越大,產品工藝效果越難保證。HiPA黃金槍激光鉆孔機掌握新一代激光控制技術,可加工鉆孔直徑從25μm至超過200μm,滿足客戶各類通孔、盲孔孔徑需求。
新一代HiPA激光控制技術可在高速加工過程中對激光指標進行精準控制,提升盲孔鉆孔質量和精度。與此同時在保證鉆孔品質的前提下,黃金槍仍能維持鉆孔效率,較國產設備提速2倍。
3、設備穩定性高,保證產品品質
黃金槍激光鉆孔機配置高功率高穩定性355nm紫外激光器,功率穩定衰減小,保證鉆孔質量和效率。配備了實時視覺監控系統及軟件校準補償,保障鉆孔穩定性及良率。
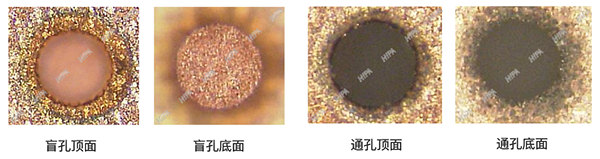
圖4. 軟板100μm鉆孔效果圖
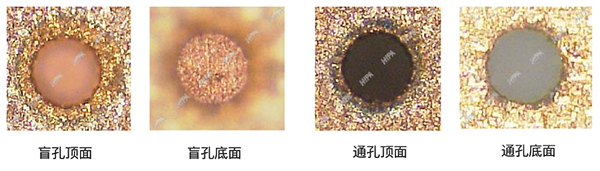
圖5. 軟板75μm鉆孔效果圖
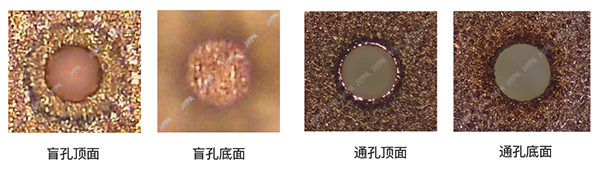
圖6. 軟板50μm鉆孔效果圖